ROZRZ在線測量自動測量在線刀補CNC遠程刀補機床遠程刀聯對刀儀遠程刀補掃碼傳輸刀補
零件在線測量自動刀補整套解決方案
更多詳細介紹請點開查看
蘇州云沃嘉 www.yun-360.com ,183-6276-2928,[email protected] 設備點檢,CNC報修,設備管理系統
DNC無線聯網,CNC無線傳輸,機床掃碼下載程式,西門子CNC資料采集(免授權采集,免開OPC UA)840D采集,840DSL采集, 828D采集,810D采集,西門子沒有網口的設備也能采集能提供完整的采集方案,840DSL掃條碼下載程式,828D遠程修改刀補,840DSL遠程控制,專案該方案在全球MDC采集中應用,已經應用各大國企,軍工行業,
刀具在加工程序中產生磨損是切削程序中的物理現象,尤其是在加工高溫合金、不銹鋼、鈦合金等難加工的材料時,刀具磨損更快,這必然會導致加工尺寸變化,進而影響加工精度,在普通車床上加工時,針對刀具磨損帶來的尺寸變化,操作者可以人工控制中拖板進刀量來修正,但數控切削屬于自動加工,刀具磨損后如果不及時補償會影響到產品質量,
在工件的加工程序中,工件裝卸、刀具調整等輔助時間,占加工周中相當大的比例,其中刀具的調整 既費時費力,又不易準確,最后還需要試切,統計資料表明,一個工件的加工,純機動時間大約只占總時間的55%,裝夾和對刀等輔助時間占45%,因此,對刀儀便顯示出極大的優越性,對刀儀給加工帶來極大方便,當然大部分對刀儀(ZOLLERSATTER 帕萊克)也提供了更強大的資料后處理能力,資料列印輸出及DNC系統集成,對刀儀可以自動輸出機床可以識別的G代碼,資料通過DNC系統傳輸機床,寫入機床的刀補界面,
在切削程序中,刀具一方面切下切屑,刀具本身也會逐漸磨損,即刀具磨損,通過實驗發現,刀具磨損程序大致分為3個階段,如圖1所示,開始使用刀具時,由于新刀具的表面比較粗糙,切削時刀具磨損較快,這個階段為初期磨損階段(Ⅰ段);經過初期磨損后,刀具表面被磨平,切削時磨損較慢,磨損量與切削時間近似成正比,這個階段為正常磨損階段(Ⅱ段);當磨損量達到一定程度后,由于刀具磨損嚴重,使用時機械摩擦加劇,產生切削熱增加較多,導致切削溫度升高,磨損急劇加速,甚至出現崩刃現象,加工表面質量明顯下降,刀具失去切削能力,需要更換刀具,這個階段為急劇磨損階段(Ⅲ段),通常規定刀具用到產生急劇磨損前必須更換或重磨刀具,此時,后刀面上測定的磨損帶寬度VB作為刀具磨鈍標準,

? 刀具磨損的補償方法
? 隨著切削時間的推移,刀具的磨損量持續增加,這必然導致工件的尺寸發生變化,影響工件的加工質量,在數控切削加工時,需要對刀具磨損進行補償,以保證零件的尺寸精度,
? 1 手動補償法
? 數控切削的刀具補償的通常做法是停車后人工測量工件尺寸,將磨損后產生的工件誤差,輸入相應刀具的磨損補償中, 在數控車床上用1號刀加工某外圓,其理論尺寸d理論為φ30,加工一段時間后刀具產生磨損,實際測量尺寸d測量為φ30.02,則磨損后產生的工件誤差為-0.02,相應刀補號的X軸磨損補償值為-0.02這種手工補償方法效率較低,操作者的作業量較大,
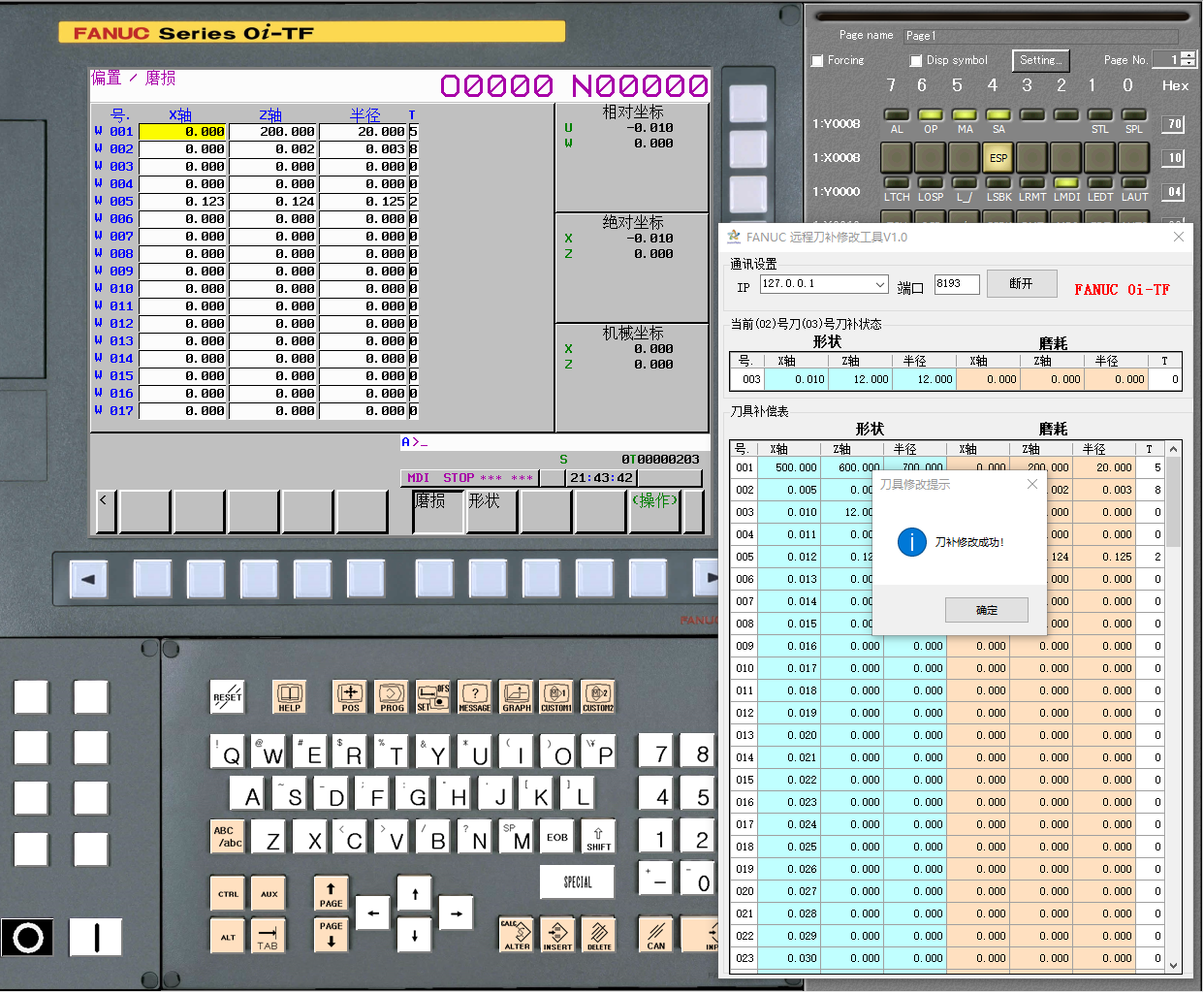
? 2 遠程補償法
通過手動測量或使用三坐標測量產品發現超過公差后,可以在ROZRZ刀補系統上直接對設備進行刀補的修改,可在第一時間快速修改,不用跑到機床前面,提高效率,
3 自動補償法
在數控機床上安裝在線測量系統,在加工程序中自動測量工件尺寸,并與工件理論尺寸比較,ROZRZ刀補系統自動計算出補償值,將結果發送給數控系統,由數控系統修改刀具補償值,從而實作刀具磨損的自動補償,
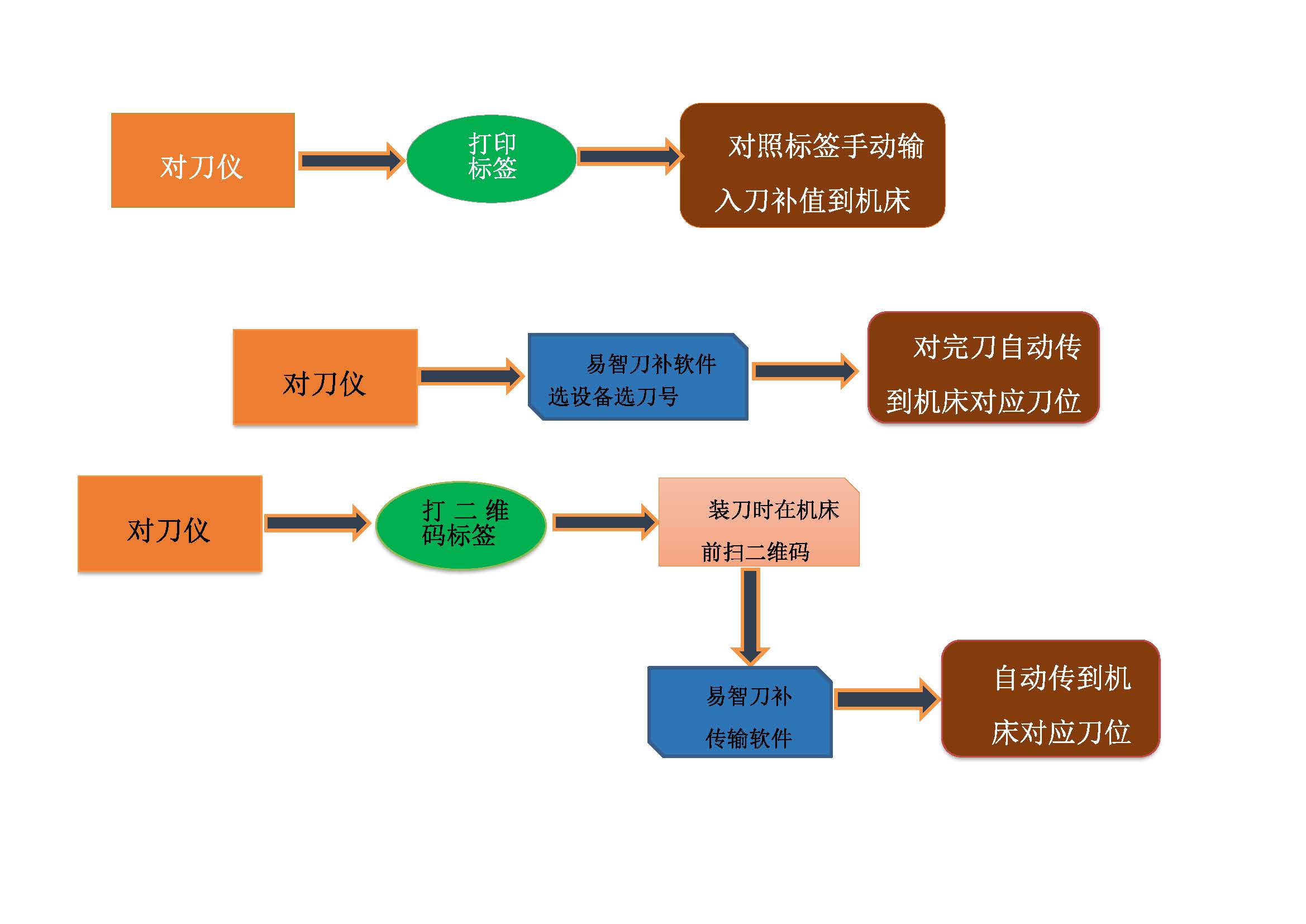
4 在線測量儀對刀儀補償法
刀補軟體和檢測設備實作對接,可根據檢測設備通訊介面實時讀取檢測資料(也可對接第三方軟體,接收第三方軟體提供的檢測資料),將檢測資料和標準尺寸進行比對后進行自動補償,
選擇機床,選擇機床當前在加工的產品(可拉,可模糊搜索),選擇完成后,當前設備和選中的產品形了系結關系,

5 二維碼刀補法
機床操作者通過使用掃碼槍掃描刀具二維碼標簽,完成刀具資訊、半徑補償 值及長度補償值等資料自動輸入至機床數控系統,實作數控加工刀具資訊的自動輸入,確保資料的準確性,


本文由 云沃嘉數字化工廠服務商 發布,[點這里] (https://www.yun-360.com) 可以找到我
轉載請註明出處,本文鏈接:https://www.uj5u.com/net/460709.html
標籤:C#
下一篇:判斷字符寬度