2020年高教社杯全國大學生數學建模競賽題目
(請先閱讀“全國大學生數學建模競賽論文格式規范”)
A題 爐溫曲線
在集成電路板等電子產品生產中,需要將安裝有各種電子元件的印刷電路板放置在回焊爐中,通過加熱,將電子元件自動焊接到電路板上,在這個生產程序中,讓回焊爐的各部分保持工藝要求的溫度,對產品質量至關重要,目前,這方面的許多作業是通過實驗測驗來進行控制和調整的,本題旨在通過機理模型來進行分析研究,
回焊爐內部設定若干個小溫區,它們從功能上可分成4個大溫區:預熱區、恒溫區、回流區、冷卻區(如圖1所示),電路板兩側搭在傳送帶上勻速進入爐內進行加熱焊接,
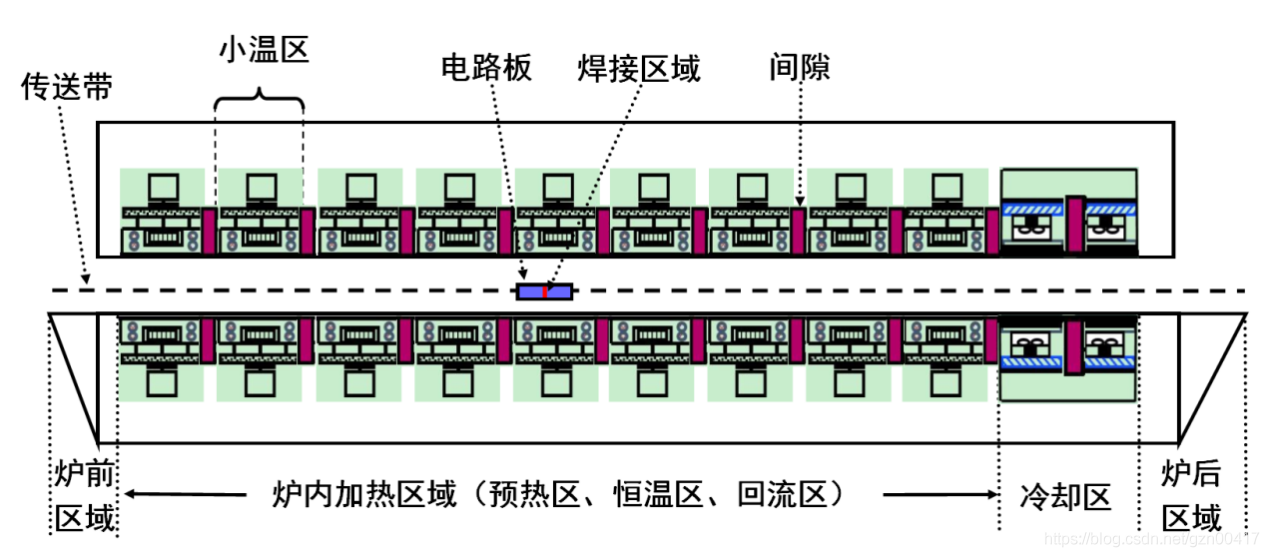
圖1 回焊爐截面示意圖
某回焊爐內有11個小溫區及爐前區域和爐后區域(如圖1),每個小溫區長度為30.5 cm,相鄰小溫區之間有5 cm的間隙,爐前區域和爐后區域長度均為25 cm,
回焊爐啟動后,爐內空氣溫度會在短時間內達到穩定,此后,回焊爐方可進行焊接作業,爐前區域、爐后區域以及小溫區之間的間隙不做特殊的溫度控制,其溫度與相鄰溫區的溫度有關,各溫區邊界附近的溫度也可能受到相鄰溫區溫度的影響,另外,生產車間的溫度保持在25oC,
在設定各溫區的溫度和傳送帶的過爐速度后,可以通過溫度傳感器測驗某些位置上焊接區域中心的溫度,稱之為爐溫曲線(即焊接區域中心溫度曲線),附件是某次實驗中爐溫曲線的資料,各溫區設定的溫度分別為175oC(小溫區1~5)、195oC(小溫區6)、235oC(小溫區7)、255oC(小溫區8~9)及25oC(小溫區10~11);傳送帶的過爐速度為70 cm/min;焊接區域的厚度為0.15 mm,溫度傳感器在焊接區域中心的溫度達到30oC時開始作業,電路板進入回焊爐開始計時,
實際生產時可以通過調節各溫區的設定溫度和傳送帶的過爐速度來控制產品質量,在上述實驗設定溫度的基礎上,各小溫區設定溫度可以進行±10![]() oC范圍內的調整,調整時要求小溫區1~5中的溫度保持一致,小溫區8~9中的溫度保持一致,小溫區10~11中的溫度保持25oC,傳送帶的過爐速度調節范圍為65~100 cm/min,
oC范圍內的調整,調整時要求小溫區1~5中的溫度保持一致,小溫區8~9中的溫度保持一致,小溫區10~11中的溫度保持25oC,傳送帶的過爐速度調節范圍為65~100 cm/min,
在回焊爐電路板焊接生產中,爐溫曲線應滿足一定的要求,稱為制程界限(見表1),
表1 制程界限
| 界限名稱 | 最低值 | 最高值 | 單位 |
| 溫度上升斜率 | 0 | 3 | oC/s |
| 溫度下降斜率 | -3 | 0 | oC/s |
| 溫度上升程序中在150oC~190oC的時間 | 60 | 120 | s |
| 溫度大于217oC的時間 | 40 | 90 | s |
| 峰值溫度 | 240 | 250 | oC |
請你們團隊回答下列問題:
問題1 請對焊接區域的溫度變化規律建立數學模型,假設傳送帶過爐速度為78 cm/min,各溫區溫度的設定值分別為173oC(小溫區1~5)、198oC(小溫區6)、230oC(小溫區7)和257oC(小溫區8~9),請給出焊接區域中心的溫度變化情況,列出小溫區3、6、7中點及小溫區8結束處焊接區域中心的溫度,畫出相應的爐溫曲線,并將每隔0.5 s焊接區域中心的溫度存放在提供的result.csv中,
問題2 假設各溫區溫度的設定值分別為182oC(小溫區1~5)、203oC(小溫區6)、237oC(小溫區7)、254oC(小溫區8~9),請確定允許的最大傳送帶過爐速度,
問題3 在焊接程序中,焊接區域中心的溫度超過217oC的時間不宜過長,峰值溫度也不宜過高,理想的爐溫曲線應使超過217oC到峰值溫度所覆寫的面積(圖2中陰影部分)最小,請確定在此要求下的最優爐溫曲線,以及各溫區的設定溫度和傳送帶的過爐速度,并給出相應的面積,
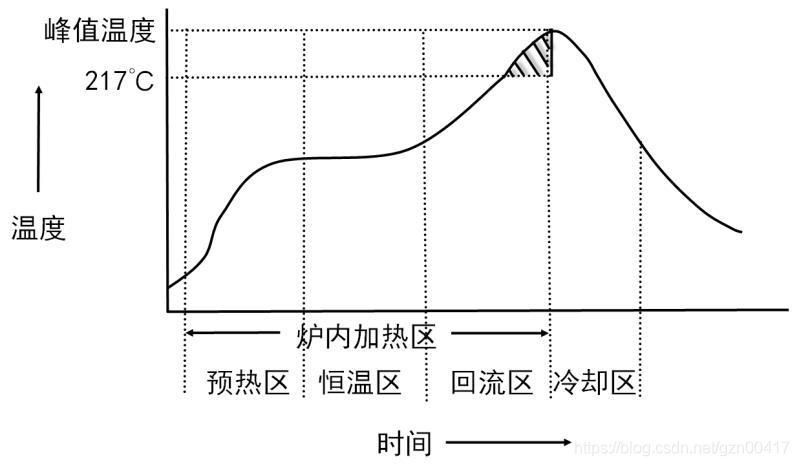
圖2 爐溫曲線示意圖
問題4 在焊接程序中,除滿足制程界限外,還希望以峰值溫度為中心線的兩側超過217oC的爐溫曲線應盡量對稱(參見圖2),請結合問題3,進一步給出最優爐溫曲線,以及各溫區設定的溫度及傳送帶過爐速度,并給出相應的指標值,
轉載請註明出處,本文鏈接:https://www.uj5u.com/qita/12927.html
標籤:其他